Aerospace CNC Machining
Aerospace work is the easiest industry to over-promise about and the hardest to deliver on. The drawings are tighter, the tolerances are real, and the post-machining stack — heat treat, coating, finishing, inspection — has more steps than the cut itself. A quote that does not call out which standards the part will be inspected against, which mill cert lot the stock comes from, and which finish goes on which face is not a quote you can hand to an aerospace buyer with a straight face.
For OEM aerospace and UAV programs, the questions on our side of the conversation are the same questions on yours: which alloy, which temper, which AMS or MIL spec, which fit class, and which inspection records ship with the part. Name them on your drawing and the quote that comes back has a line per requirement.
What we handle
- Structural brackets, fittings, housings, manifolds, instrument hardware, and UAV chassis components on OEM and prototype releases.
- Aluminum, titanium, stainless, nickel-alloy, and magnesium grades familiar to aerospace BOMs — sourced against AMS or your customer's material spec.
- 3-, 4-, and 5-axis milling, mill-turn, hard turning, and grinding routed to the feature that needs each operation, not to a single-machine default.
Why aerospace work demands a different RFQ conversation
The cost of a wrong part on a general industrial program is usually a return shipment and a phone call. The cost of a wrong part on an aerospace program is a flight delay, a teardown, a rework cycle that touches half a dozen suppliers, and an audit trail that has to explain how the wrong part got installed in the first place. The shop that quotes aerospace work without internalising that asymmetry is the shop that creates those audits.
Practically, the difference shows up in three places: the drawing reads (what spec, what fit class, what GD&T), the material story (which mill cert, what heat-treat condition, what traceable lot), and the post-op stack (anodize per which standard, passivation per which AMS, FAI per AS9102 if the contract requires it). None of those are exotic. All of them have to be on the table before a part is cut. The rest of this page is the short version of how we handle each.
Standards and traceability — what your drawing can name
Aerospace buyers do not specify in adjectives. They specify in standards. The table below lists the references that turn up most often on aerospace RFQs that land here, along with what we do with each one when it appears on a drawing.
| Standard or reference | What it covers | How we handle it |
|---|---|---|
| AS9100 | Aerospace quality management system, the industry-specific extension of ISO 9001 | Aerospace programs run under our AS9100-controlled quality system, with documented procedures for design review, configuration control, material traceability, and records retention. Name the program's specific requirements on the RFQ and the quote includes the controls needed to meet them. |
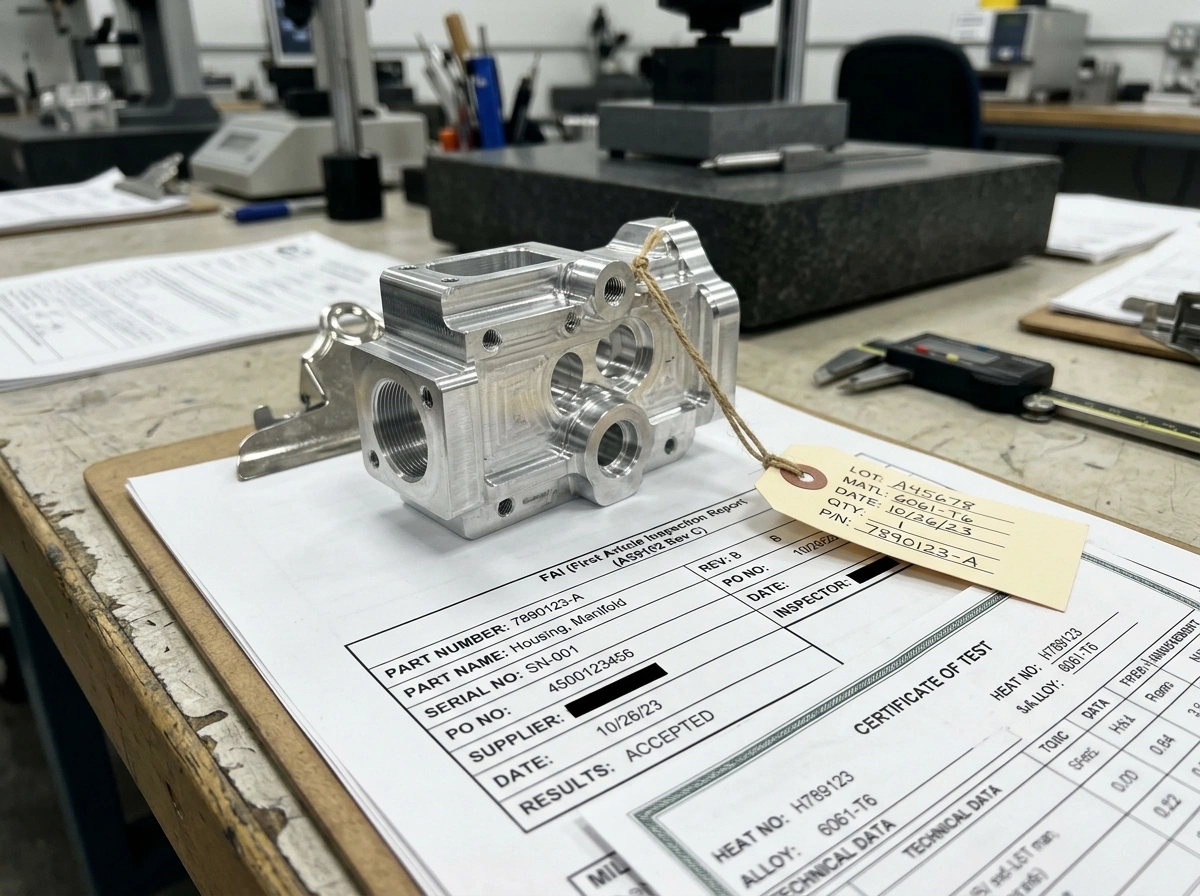
| AS9102 First Article Inspection | Standard form set documenting that the first production part meets every characteristic on the drawing | FAI reports are quoted as a separate line item when the program calls for them. The drawing's characteristic list drives the cost — not a generic flat rate. |
| ASME Y14.5 GD&T | Geometric dimensioning and tolerancing — datums, position, profile, runout, true position | Drawings called out per Y14.5 are read as written. We plan inspection against the datum scheme on the print and quote CMM time accordingly. |
| ISO 286 fit classes | Standard hole-and-shaft fit tolerances (H7, h6, etc.) for mating features | Shaft and bore features called out by fit class are quoted with the matching gauging and any post-coating allowance built into the pre-finish dimensions. |
| AMS / MIL-spec finishes | Anodize per MIL-A-8625, passivation per AMS 2700, plating per AMS specs | Finishes are quoted by the spec called on the drawing, not by category name. Coating thickness, masking scope, and pre-plate dimensions are included in routing. |
| ITAR / export control | U.S. arms-export regulations affecting drawing handling and supplier eligibility | ITAR-controlled and export-restricted programs are handled through the appropriate channels — flag the control status in the RFQ so the agreement and routing are in place before drawings change hands. |
The pattern on every row is the same: name the standard on your drawing and the quote tells you exactly what we will do with it. The more of the spec stack on the print at quote time, the cleaner the routing and the faster the program moves from RFQ to first article.
The records that ship with the part
Aerospace work is as much about the paper trail as the cut part. A first-article inspection report per AS9102, a mill certification tied to a traceable heat lot, and a lot tag that survives receiving inspection are what separate a usable part from a rejected one. The cost of a wrong part on an aerospace program is not a return shipment — it is a flight delay, a teardown, and an audit trail that has to explain how the wrong part got installed. Records exist so that explanation never has to be written.
Aerospace programs here run under our AS9100-controlled quality system, with documented procedures for design review, configuration control, material traceability, and records retention. FAI reports are quoted as separate line items, with cost driven by the characteristic list on the drawing rather than a flat rate. Finishes called by AMS or MIL spec — anodize per MIL-A-8625, passivation per AMS 2700, plating per AMS — are quoted to the spec on the print, with coating thickness, masking scope, and pre-plate dimensions built into the routing from the first setup.
On the material side, every lot ships with the mill certification that came in with the bar stock, tied to the heat lot and the ASTM or AMS grade called on the drawing. ITAR-controlled and export-restricted programs run through the appropriate channels — flag the control status in the RFQ so agreements and routing are in place before drawings change hands. Tell us which forms your quality group wants and which standards your AVL audits against, and the routing builds around them. Your incoming inspection and our outgoing shipment see the same story, in the same documents, on the same PO.
Aerospace alloys we machine
A short list of the grades that turn up on most aerospace RFQs that land here. Each one has its own machining personality and its own post-op story — call out the AMS or AISI designation on the drawing and we work to it.
Aluminum 6061-T6
The default for general structural and bracket work. Easy to machine, weldable, anodizes cleanly. Most aluminum aerospace brackets and housings without an unusual load case start here.
Aluminum 7075-T6
Higher strength than 6061 — about a third more — at the cost of weldability and stress-corrosion sensitivity. Used for fittings and structural parts where the load case demands it.
Aluminum 2024-T3
The classic aircraft skin and structural alloy. Excellent fatigue performance, less corrosion-resistant than 6061, almost always specified with a clad or coating system the drawing names.
Titanium Grade 5 (Ti-6Al-4V)
The aerospace and medical workhorse. Strength-to-weight at a real cost premium, with significant tool wear during machining. First-article strategy on titanium looks different from first articles on aluminum.
Stainless 17-4 PH
Precipitation-hardening stainless used for fittings, fasteners, and components that need both strength and corrosion resistance. Heat-treat condition (H900, H1025, etc.) drives both machinability and final properties.
Inconel 718
Nickel-based superalloy for hot-section and high-temperature parts. Difficult to machine, hard on tooling, and quoted with the time and cost realities baked in. When the spec calls for it, there is rarely a substitute.
The broader metal machining page covers the full alloy list across non-aerospace work; for the milling and turning operations themselves see CNC milling and CNC turning.
Aerospace part categories we machine
The part categories below cover the bulk of aerospace and UAV work that comes through. Yours probably matches one of them or sits between two — describe the function and we can usually peg the right pattern from a one-paragraph brief.
Structural brackets & fittings
Load-bearing brackets, mounting fittings, attachment hardware. Usually 7075 or 2024 aluminum on the structural side, 17-4 PH on the higher-load metallic side. Drawing usually carries explicit GD&T per Y14.5 and a finish stack tied to the parent assembly.
Housings & enclosures
Avionics housings, sensor enclosures, electronics chassis, instrument bodies. Often 6061 with a chemical conversion coat or an anodize per MIL-A-8625 to a specific class and type called on the print.
Fluid-system components
Manifolds, valve bodies, flow blocks, fuel and hydraulic fittings. Class and fit on the bores and threads is the entire conversation; passivation per AMS 2700 on stainless components is usually part of the routing.
Instrument & panel hardware
Cockpit and instrument hardware, mounting plates, control panels, machined trim. Cosmetic-face callouts and edge-finish requirements are taken seriously — the wrong tool path on a visible face means a rejected part.
UAV & drone chassis
Frame components, motor mounts, gimbal hardware, payload brackets. The drone side of aerospace runs on weight and quick iteration — often 6061 or 7075 with a tighter prototype-to-production cycle than crewed aircraft work.
Satellite & space-structure mounts
Payload mounts, sensor brackets, optical-bench hardware for satellite and space-structure programs. Tolerance and material outgassing requirements come from the platform spec, not from a generic catalog.
Aerospace machining FAQs
Aerospace RFQ
Quote an aerospace part the way an AVL expects
Send the 3D model, the 2D drawing with full GD&T, the material spec, the finish stack, and any FAI or ITAR notes. The quote comes back with stock source, routing, inspection scope, and cost lines that match what an aerospace buyer is used to reading.