CNC Carbon Fiber Machining
Carbon fiber is a different problem than aluminum or PEEK. The stock is anisotropic, the dust is a lung and equipment hazard, and a bad tool path causes delamination you only see when the part is already loaded. None of those things go away because you wished for tighter tolerances.
We machine CFRP with tooling and fixturing built for the failure modes the material actually has: diamond-coated or PCD cutters to keep edges clean, trimmed extraction to keep the booth breathable, and 5-axis routing where the geometry demands a single-setup pass instead of a re-fixture that invites chipping.
What we handle
- Standard through Ultra-High Modulus and Ultra-High Strength grades, specified the way your drawing names them.
- Milling, drilling, edge trimming, and routing on plate, tube, and contoured laminate stock.
- Dust-controlled shop practice, including extraction at the cut and PPE protocols that meet the composite shop standard.
Why composites need a different shop setup
Metals give you chips. Plastics give you stringy swarf. Carbon fiber gives you an abrasive dust cloud that wears tooling in hours, contaminates nearby equipment, and creates a respiratory hazard the moment extraction fails. A shop that quotes CFRP the same way it quotes 6061 aluminum is telling you something about how the job will actually run.
The short version: diamond-grit or PCD tooling instead of carbide, dedicated extraction at the cut, a cutting strategy that avoids delamination on the ply closest to tool exit, and fixturing that supports thin laminate sections without crushing them. Nothing exotic — but nothing you can skip either. The rest of this page is the grade list, the property-by-industry map, and the RFQ questions we will ask before quoting.

Why parts end up in carbon fiber in the first place
Six properties come up in every carbon-fiber conversation. Some drive the spec, some drive the quote, and some are just why the part exists at all.
Strength-to-weight
The reason carbon fiber exists on most drawings: comparable load capacity to steel at a fraction of the mass. Aerospace brackets, UAV structures, and racing chassis pay the cost premium because the weight save is the whole point.
Stiffness
Holds its shape under load with very little deflection, which matters on optical mounts, robot links, and instrument housings where a fraction of a millimeter of flex would degrade accuracy.
Thermal stability
Low coefficient of thermal expansion compared to metals — useful when a part has to keep alignment across a wide temperature range instead of drifting with the season or the run.
Corrosion resistance
The fiber itself does not rust or oxidize, and the resin matrix handles most environments short of specific solvents. Galvanic contact with aluminum is the trap — call it out on the drawing so the routing reflects the isolation hardware.
Radiolucency
Transparent to X-rays, which makes CFRP the default for imaging tables, radiology positioning hardware, and certain prosthetic components where the part must not shadow the scan.
Finish and appearance
Twill and plain-weave laminates finish to a recognisable cosmetic surface that a lot of consumer and performance products treat as part of the brand. If the weave pattern is visible on the final part, we plan machining so the cut does not intersect a show face.
Carbon fiber grades and what they are actually used for
Six common grades span the usable range from cost-effective structural parts to specialist aerospace and defense work. Indicative cost column, not a quote — real price depends on lot, cure state, geometry, and finish scope.
| Grade | Characteristic | Typical use | Cost tier |
|---|---|---|---|
| Standard Modulus (SM) | Balanced strength and stiffness, widely available | General aerospace brackets, automotive structural parts, sports equipment | $ |
| Intermediate Modulus (IM) | Higher stiffness without giving up much strength | Performance vehicles, drones, robotics arms and links | $$ |
| High Modulus (HM) | Significantly stiffer, moderate strength | Satellite structures, precision instruments, optical benches | $$$ |
| Ultra-High Modulus (UHM) | Maximum stiffness, lower tensile strength | Vibration-sensitive assemblies, specialist metrology hardware | $$$$ |
| High-Strength (HS) | Very high tensile strength for impact and fatigue loads | Military armor panels, high-end sports equipment | $$$ |
| Ultra-High Strength (UHS) | Peak tensile strength with moderate stiffness | Advanced aerospace structures, defense systems | $$$$ |
Weave, thickness, and what the drawing should name
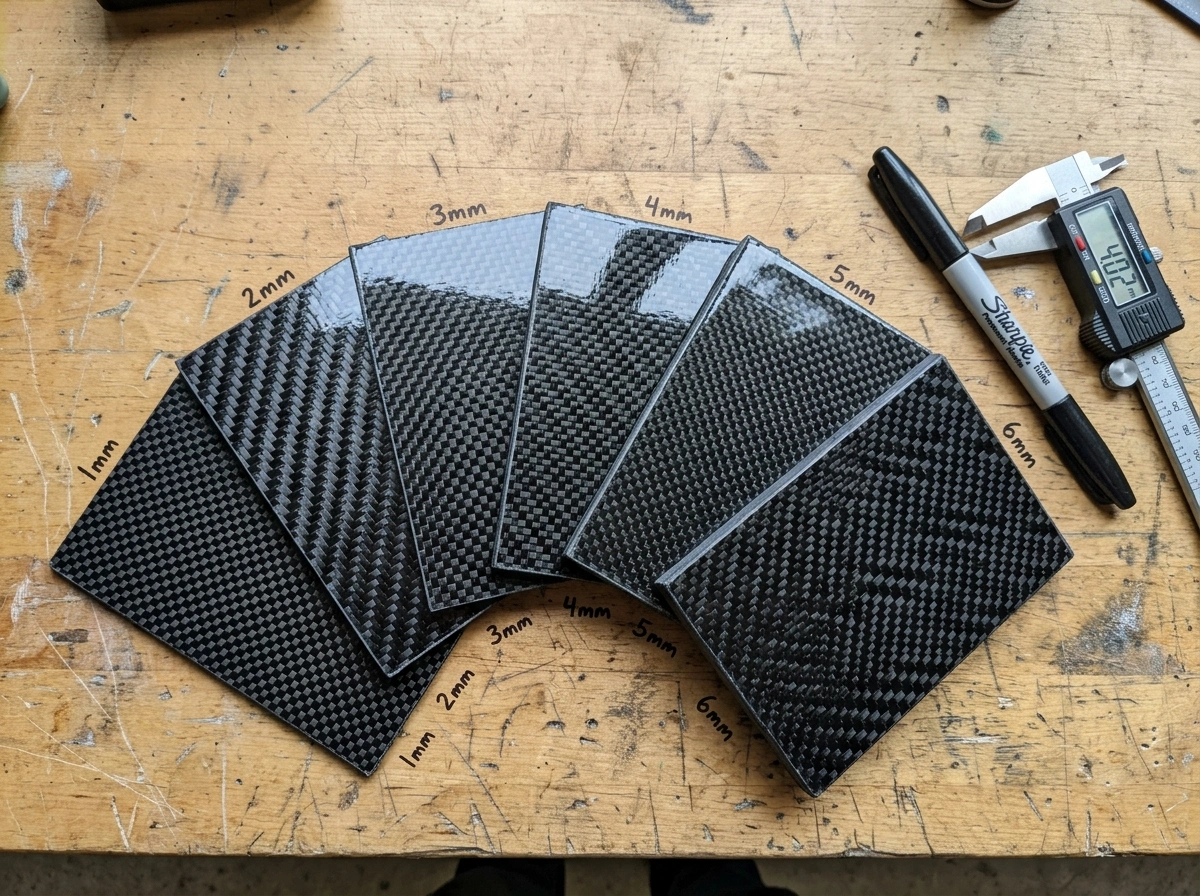
Carbon fiber stock is anisotropic — strength and stiffness run along the fibers, not across them — so weave pattern and fiber direction change how the part behaves under load and at a trimmed edge. Plain weave, 2x2 twill, and unidirectional each take tools and fixturing differently, and the laminate thickness matters as much as the grade. A 1 mm sheet does not finish the same way as a 6 mm block. If the weave is visible on the final part — which is often the case on consumer, automotive, and motorsport work — the routing is planned so the cut does not intersect a show face.
The grade then sets the stiffness-versus-strength tradeoff. Standard Modulus stock covers general structural brackets and sports equipment at the low end of the cost ladder. Intermediate Modulus adds stiffness without giving up much strength, useful on drones and robotics links. High and Ultra-High Modulus grades get stiffer at the cost of tensile strength and go on satellite structures and optical benches. High-Strength and Ultra-High-Strength grades point the other way — peak strength for impact and fatigue loads on defense and advanced aerospace parts.
A useful RFQ names the laminate spec, the fiber direction if it matters, and whether the part has a resin-rich cosmetic surface or a trimmed functional edge. Add any galvanic isolation requirements if the part contacts aluminum. Those lines turn a generic "carbon fiber part" into a quote we can route against real tooling, extraction, and first-article strategy — instead of a line-item guess that gets revised the moment the first setup runs.
Where CFRP parts actually end up
Every industry that puts carbon fiber on a drawing does it for a slightly different reason. The list below is the pattern we see on RFQs; yours will match one of them or sit between two.
Aerospace & UAV
Structural panels, ribs, and drone chassis where removing a kilogram reduces fuel burn or payload cost directly. Usually Standard or Intermediate Modulus grades on production parts, High Modulus on spaceflight work.
Automotive & motorsport
Racing chassis components, EV battery housings, aerodynamic bodywork. Cosmetic weave visibility is often part of the brief as much as the mechanical load rating.
Medical & imaging
Radiolucent tables, positioning jigs, prosthetic sockets, and some orthopaedic brackets. Biocompatibility and the radiolucency requirement drive the grade choice more than cost.
Sports & recreation
Bike frames, racket frames, hockey stick shafts, high-end protective gear. Usually a blend of SM and HS grades to hit a specific stiffness-plus-impact profile for the sport.
Marine
Hardware and structural components for yachts, racing sailboats, and instrumentation housings where a stainless equivalent would corrode. Galvanic isolation on fastener interfaces goes on the drawing, not the quote.
Consumer electronics
Premium laptop and phone chassis, camera gimbals, and drone arms where the weight-and-feel signal is as important to the buyer as the mechanical spec.
Carbon fiber machining FAQs
Carbon fiber RFQ
Scope a composite part with the right shop
A carbon fiber quote that doesn't mention tooling, extraction, or ply orientation is missing something. Send the 3D, the 2D drawing, and the grade — we come back with a routing plan that respects what CFRP actually needs.