CNC Acrylic Machining
Acrylic is the material people choose when the part has to be seen through. Roughly 92% light transmission on clear cast PMMA, an edge that polishes to optical clarity, and a finished surface that signals quality at the first glance — those are the reasons it ends up on cover lenses, light pipes, signage, retail displays, and machine guards where the operator needs to see what's behind the panel.
The catch is that acrylic is brittle, sensitive to internal stress, and unforgiving when a tool path goes wrong. A perfectly cut PMMA part is unmistakable; a badly cut one shows every chip and stress line under the lights it was meant to live under.
What we handle
- Cast and extruded PMMA — clear, tinted, frosted, fluorescent, and impact-modified grades from 1.5 mm sheet up through thick block stock.
- Mill, drill, and route work for cover lenses, signage, light pipes, edge-lit panels, exhibit cases, and viewing windows.
- Edge finishing from as-machined through vapor polish, with the finishing path agreed before scope locks.
Why acrylic is a cosmetic-first machining job
Most engineering plastics on this site get specified by load, chemistry, or temperature. Acrylic gets specified by how the finished part looks — and that flips the rest of the conversation. The drawing has to mark which faces are show surfaces, which edges need to be optically clear, where the cut can leave tool marks that nobody will ever see, and whether the part will live behind a backlight that exposes every stress fracture the tool left behind.
From a machining standpoint, the practical issues are well-known and solvable but they have to be planned. PMMA chips when the tool exits the wrong way. Tight inside corners crack under residual stress. A drilled hole near an edge can star-fracture if the feed and the fixture do not match the stock. Annealing the blank before cutting and choosing the right vapor or mechanical polish for the cut edge are the difference between a part that ships and a part that comes back.

Cast versus extruded acrylic — the choice that drives the quote
Almost every PMMA RFQ pivots on this one decision. The two stock routes look alike on the cut sheet but behave very differently under the spindle and on the finished face. Pick the wrong one and the polished edge you wanted will not happen.
| Property | Cast acrylic (cell-cast PMMA) | Extruded acrylic |
|---|---|---|
| Optical clarity | Best — typically the choice for cover lenses, light pipes, and edge-lit panels | Good for signage and general fabrication; minor optical inconsistencies are normal |
| Machinability | Cuts cleanly; chips less; holds tighter detail under the cutter | More gummy on the cut; tool entry and exit need more care to avoid melt |
| Edge polishability | Polishes to optical clarity by mechanical or vapor polish | Vapor polishes acceptably; mechanical polish leaves visible swirl on tinted stock |
| Residual stress | Lower; less prone to cracking near drilled holes and inside corners | Higher; benefits from annealing before machining stress-sensitive features |
| Thickness range | Available in a wider range, including thick block for lensing and prism work | Cost-effective in standard sheet thicknesses for signage and display work |
| Relative cost | $$ | $ |
Short answer: pick cast when the part has to look optically clean, when the edge will be visible, or when a hole sits close to a corner. Pick extruded when cost matters more than perfect clarity and the cut will hide behind a frame, sign vinyl, or paint.
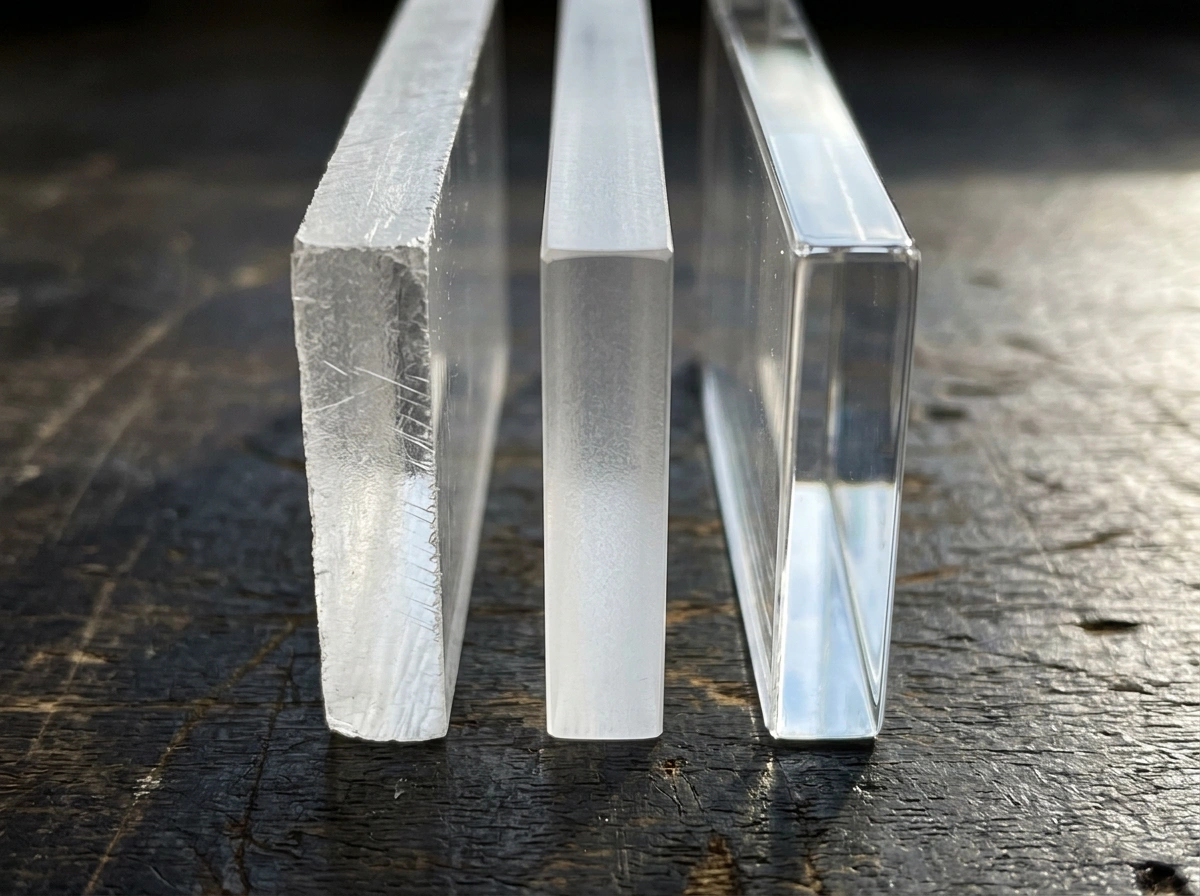
Edge finish: three options, three price points
A machined PMMA edge is rough by default. The finished look you want is set in scope before the cut runs, because each finishing route changes the routing and the cost.
As-machined
Straight off the spindle: matte, slightly cloudy, and acceptable when the edge is hidden behind a frame, a gasket, or paint. Cheapest finish; right answer for hardware that nobody will see the edges of.
Mechanical or flame polished
Edges sanded through progressive grits and flame-polished for a glassy finish. Works on cast acrylic; less reliable on extruded stock and tinted grades. Strong all-around choice when the edge is visible but does not have to read as optically perfect.
Vapor polished
Solvent vapor melts the surface skin back to optical clarity. The right answer for cover lenses, light pipes, and any part where the edge sits in front of a backlight. Slower and more involved than flame polishing, with chemistry and ventilation requirements that get scoped per job.
Edge quality decides how the part reads
On a PMMA lens or cover, the edge is as visible as the face — and acrylic gets specified by how the finished part looks. The right edge finish depends on where the part lives. A saw-cut or as-machined edge is matte, slightly cloudy, and perfectly acceptable when the edge hides behind a frame, a gasket, or paint. It is also the cheapest of the three options, which is why most structural hardware runs with it.
A mechanical or flame-polished edge works through progressive grits and a flame pass to a glassy finish. This is the strong all-around choice when the edge is visible but does not have to read as optically perfect. It performs best on cast PMMA and gets less reliable on extruded stock and tinted grades, which is one of the reasons cast-versus-extruded belongs on the drawing before the quote runs.
A vapor-polished edge uses solvent vapor to melt the surface skin back to optical clarity. It is the right answer for cover lenses, light pipes, and any edge that sits in front of a backlight — because a backlight exposes every stress mark the tool ever left behind. Vapor polish is slower and more involved than flame polishing, with chemistry and ventilation requirements scoped per job. Mark which edges are show edges on the drawing and the quote separates the vapor-polished length from the as-machined length.
Where acrylic parts actually end up
Six categories cover most of the PMMA work that lands on the desk. Yours will look like one of these or sit between two of them — describe the function in a sentence and we can usually peg the right pattern.
Signage & displays
Custom signs, dimensional letters, point-of-sale displays, retail fixtures. Often extruded stock with painted or vinyl-faced edges; cast when the sign uses edge lighting or has to look premium up close.
Lighting & light pipes
Edge-lit panels, light guides, diffusers, fixture covers, custom lampwork. Cast PMMA only — extruded stock will show every internal stress line the moment a backlight comes on.
Cover lenses & viewing windows
Instrument covers, dial faces, equipment viewing windows, dust covers over electronics. Tight tolerance on the cosmetic face, vapor-polished edges where they meet the housing.
Machine guards & safety panels
Visibility-critical guards on industrial equipment, safety shields on lab and prototyping benches. Where impact resistance matters more than optical clarity, a polycarbonate alternative is usually the better answer — see the FAQ below.
Exhibit cases & retail fixtures
Display cases, museum vitrines, jewelry mounts, product staging hardware. The brief usually combines tight cosmetic tolerance with one large flat or curved face that has to be handled and shipped without scratches.
Lab & medical device windows
Sample holders, instrument cover windows, optical bench fixtures, medical device viewing ports. Application-specific tolerances and grade choice come from the device spec, not from a general acrylic catalog.
Mixed-material assemblies that pair an acrylic window with a metal frame route through our broader CNC machining service; the related plastic machining page covers other engineering thermoplastics, and metal machining covers the frame and hardware side.
Acrylic machining FAQs
Acrylic RFQ
Quote a PMMA part the way it should ship
Send the 3D, the 2D drawing, the cosmetic-face callout, and the edge finish target. The quote comes back with stock route, fixture plan, and finishing scope on separate lines so the visible parts of the part get treated like they actually matter.